







1.1 简要原理
a)石油管道环氧粉末内涂层喷涂工艺:工件表面预处理→预热→粉末喷涂→涂层固化
b)粉末喷涂原理示意图
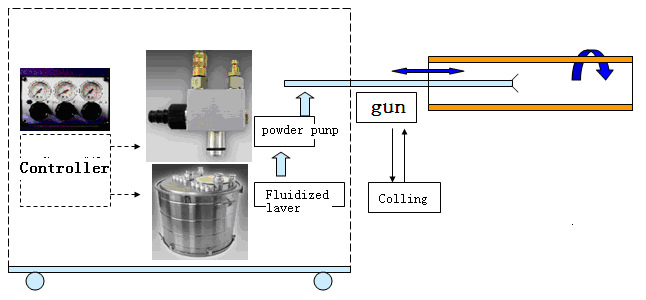
设备实现方法
1.1.1 粉末在粉泵(文丘里喉管)作用下经喷枪在压缩空气作用高效喷射于预热管道内壁,从而粉末熔化结合
在管件内表面上。
1.1.2 流化粉桶主要包括流化桶、气室、微孔板、文丘里喷嘴、输粉管等。气室的作用是将经过净化的压
缩空气,由集中状态分散均压,并均匀上升。
1.1.3 喷涂系统及喷枪在喷涂小车的带动下行走。
1.1.4 喷枪扶正器用于粉末喷射时在喷涂过程中与被喷涂管件的对中。
1.1.5 冷水机及喷枪冷却系统用于保证作业过程中的粉末作业温度环境的稳定。
1.1.6 管道两端设置于前、后粉末回收机。两端采用袋式过滤器装置作为粉末回收及环保除尘装置。
1.1.7 喷涂钢管上下料及旋转装置:上下料装置负责加热后钢管的接料和出料,喷涂时钢管自转,速度通
过调整驱动电机转速调整。
1.1.8 控制系统用于协调各功能动作的实现。
1.1. 9 控制面板配有手动、自动、急停功能,并配有关功能指示灯。
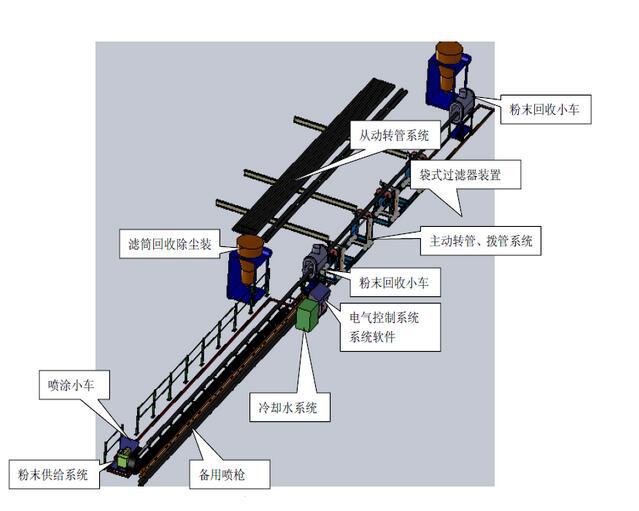
2.设备性能
2.1.1 喷涂钢管上下料及旋转装置:上下料装置负责加热后钢管的接料和出料,喷涂时钢管自转,速度通
过变频器调整。
2.1.2 喷涂小车及供粉装置:喷涂小车负责带动喷枪前进和后退,喷涂小车前进时有多段速度,位移-速度
曲线自由设定。喷涂有多段速度,位移-速度曲线自由设定,确保涂层质量。粉泵将流化桶的粉末输入到
喷枪中,然后加入稀释空气对粉末进行稀释,经过稀释的粉末从喷枪前端喷到钢管内壁,通过调节喷枪
的数量和粉泵的供气压力来调节粉量大小。
2.1.3 粉末回收装置:钻杆公母端配粉末收集装置。母端采用滤筒回收除尘装置,
公端采用袋式过滤器装置作为粉末回收及环保除尘装置。
2.1.4 喷枪水冷装置:喷枪降温装置,避免喷枪过热导致粉末结块。冷却水循环使用并降温。
2.2 设备使用条件
2.3.1 工作电源:AC220&380V±5% 50Hz
2.3.2 配电功率:6.5kw
2.3.3 气源压力:0.6—1.0MPa
2.3.4 耗气量:<1500L/min(过滤精度Filter precision≤40u)
2.3.5 占地空间:16,000mmx2,500mmx1,500mm
2.3.6 环境温度:-10~50℃(因温度影响涂料喷涂性能不在本机性能保证范围之内)
备注
3.1.1 涂层厚度:4-12 mil
(无级可调stepless adjustable)
3.2.2 喷枪行走速度:0.5-32 m/min
3.3.3 作业效率:每涂1 根总耗时约1.5~4 分钟
3.3.4 管子规格:2_3/8″、2-7/8″、3_1/2″、4″、4-1/2″、5″
、5-1/2″、6″、6-1/2″(内径IDφ47-φ300mm )
3.3.5 适用管子长度:L=3~14.5m

